El desarrollo de la primera máquina de medición de coordenadas CMM es sorprendentemente controvertido.
La investigación muestra que el desarrollo de las máquinas modernas de 3 ejes tuvo su comienzo en el comienzo de la década de 1960 cuyos precursores fueron las máquinas modernas de metrología de 2 ejes inventadas en los años 50 en diversas industrias de defensa.
Se cree que la primera máquina de medición universal de 2 ejes fue desarrollada por Sheffield Corporation durante la década de 1940. La máquina YZ, como se la llamaba, se utilizó para medir los proyectiles de las bombas de hidrógeno en un laboratorio nacional en Oak Ridge, Tennessee. Sin embargo, la naturaleza de alto secreto de este proyecto nos deja con pocos datos reales sobre la máquina. Mas tarde, en 1957, la Moore Tool Company de los Estados Unidos introdujo la Máquina de medición de coordenadas CMM universal Moore No. 3, también conocida como M3.

Máquina de medición de coordenadas Moore M3
Máquina de medición de coordenadas Moore M3 CMM en exhibición en el Centro de Metrología de Precisión, UNC Charlotte,
A principios de la década de 1960, Digital Electronic Automation S.P.a de Italia y Ferranti de Escocia, Reino Unido, desarrollaron máquinas de medición de coordenadas de 3 ejes MMC. Existe una controversia sobre quién introdujo la primera máquina tridmensional 3D, pero el hecho es que las MMC de hoy son los descendientes directos de este salto adelante en la tecnología de máquina de medición coordinada MMC. La máquina DEA era un MMC tipo marco con sonda fija. Mientras que la máquina de Ferranti Metrology era una MMC en voladizo con lectura digital y sondas fijas. DEA presentó su máquina tridimensional solo unos meses antes de Ferranti.
LK Tool también del Reino Unido ha afirmado durante mucho tiempo que produjo la primera maquina de puente y que se ha convertido en la configuración estándar para las modernas máquinas de medición de coordenadas MMC. Los diversos tipos de configuración que se han desarrollado desde entonces incluyen máquinas en voladizo Cantilever type, Bridge MMC , Gantry MMC , Horizontal Arm MMC , Portal MMC , Mesa móvil MMC , Puente fijo MMC y Brazo articulado MMC . Hoy en día la industria de la metrología produce más de 6000 máquinas de medición MMC anualmente.
Existen dos tipos de configuración: máquinas CMM manuales, donde el operador guía manualmente el cabezal de la máquina tridimensional alrededor de la pieza para realizar la medición o como una máquina tridimensional MMC CNC / DCC donde la MMC se acciona automáticamente por un programa controlado por un ordenador. Lo que no hay lugar a dudas es que las máquinas de medición por coordenadas MMC y sus innovaciones a lo largo de los años han permitido el contante crecimiento y sofisticación de la industria. Y han permitido a los fabricantes mejorar y crear productos que no se podían imaginar hace unas décadas.

Desarrollos modernos de máquinas de medición.
Lo siguiente está extraído y parafraseado de Wikipedia según Creative Commons Copyright. En las máquinas modernas, la superestructura de tipo pórtico tiene dos patas y a menudo se llama puente. Esto se mueve libremente a lo largo de la mesa de granito con una pata (a menudo denominada pata interior) siguiendo un riel guía unido a un lado de la mesa de granito. La pata opuesta (a menudo la pata exterior) simplemente descansa sobre la mesa de granito siguiendo el contorno de la superficie vertical. Los cojinetes neumáticos son el método elegido para garantizar un desplazamiento sin fricción.
En estos, el aire comprimido es forzado a través de una serie de orificios muy pequeños en una superficie de apoyo plana para proporcionar un colchón de aire suave, pero controlado sobre el cual la MMC puede moverse sin fricción. El movimiento del puente o pórtico a lo largo de la mesa de granito forma el plano XY. El puente del pórtico contiene un carro que atraviesa las patas internas y externas y forma el otro eje horizontal X o Y. El tercer eje de movimiento (eje Z) se proporciona mediante la adición de un eje tubular vertical o husillo que se mueve hacia arriba y hacia abajo a través del centro del carro. La sonda táctil forma el dispositivo sensor en el extremo del eje.
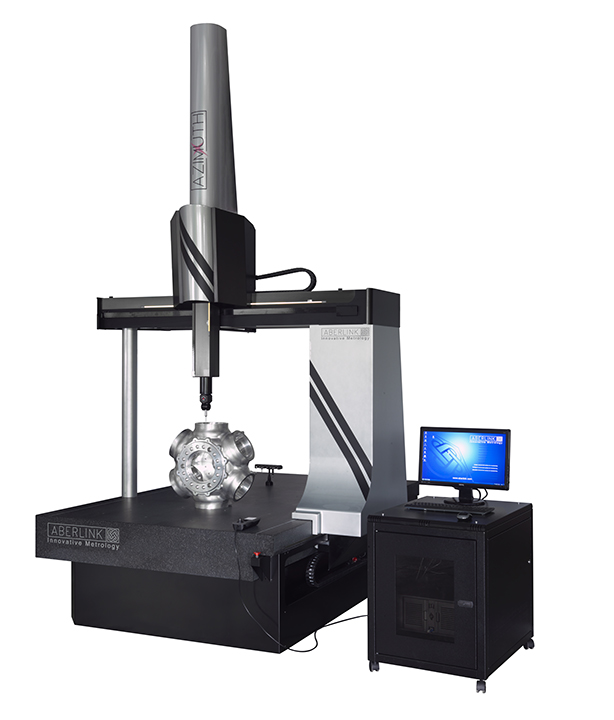
El movimiento de los ejes X, Y y Z describe completamente la envolvente de medición. Se pueden utilizar mesas giratorias opcionales para mejorar la accesibilidad de la sonda de medición a piezas de trabajo complicadas. La mesa giratoria como cuarto eje de accionamiento no mejora las dimensiones de medición, que permanecen en 3D, pero proporciona cierto grado de flexibilidad. Algunas sondas táctiles son dispositivos rotativos alimentados con la punta de la sonda capaz de girar verticalmente 90 grados y una rotación completa de 360 grados.
Además de las máquinas tradicionales de tres ejes (como se muestra arriba), los MMC ahora también están disponibles en una variedad de otras formas. Estos incluyen brazos 3D portatiles, que usan medidas angulares tomadas en las articulaciones del brazo para calcular la posición de la punta de contacto. Dichos MMC de brazo 3D se utilizan a menudo cuando su potabilidad es una ventaja sobre los MMC tradicionales de cama fija. Debido a que los brazos MMC imitan la flexibilidad de un brazo humano, a menudo también pueden alcanzar el interior de partes complejas que no se pueden palpar con una máquina estándar de tres ejes.

Sondas mecánicas.
En los primeros días de las máquinas de medición de coordenadas MMC , se colocaron sondas mecánicas en un soporte especial en el extremo del eje Z. Se hizo una sonda muy común soldando una bola dura al extremo de un eje. Esto era ideal para medir una amplia gama de superficies planas, cilíndricas o esféricas. Otras sondas se rectificaron con formas específicas, por ejemplo, un cuadrante, para permitir la medición de características especiales. Estas sondas se sostenían físicamente contra la pieza de trabajo y la posición en el espacio se leía desde una calculador geométrico digital de 3 ejes (DRO), en sistemas más avanzados, se registraba en una computadora por medio de un interruptor de pedal o dispositivo similar.
Las mediciones tomadas por este método de contacto a menudo no eran confiables ya que las máquinas se movían a mano y cada operador de la máquina aplicaba diferentes cantidades de presión en la sonda o adoptaba diferentes técnicas para la medición. Un desarrollo adicional fue la adición de motores para conducir cada eje. Los operadores ya no tenían que tocar físicamente la máquina, sino que podían conducir cada eje usando joysticks de la misma manera que con los automóviles modernos con control remoto. La precisión de medición y la precisión mejoraron drasticamente con la invención de la sonda electrónica de disparo táctil o touch trigger. El pionero de este nuevo dispositivo de sonda fue David McMurtry, quien posteriormente formó lo que ahora es Renishaw plc.
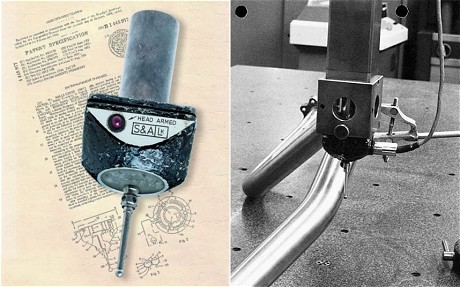
Aunque todavía era un dispositivo de contacto, la sonda tenía un pequeño vástago con una bola de acero con resorte (luego bola de rubí). Cuando la sonda toca la superficie del componente, el vástago se desvía y envia simultáneamente la información de coordenadas X.Y, Z a la computadora. Los errores de medición causados por los operadores individuales se redujeron y se preparó el escenario para la introducción de operaciones CNC o las mas vanzadas DCC directamente controladas por computadora y asi se llego a las modernas tridimensionales DCC.
Sondas sin contacto
Las sondas ópticas son sistemas de lentes CCD, que se mueven como los mecánicos y se dirigen a un punto de interés. En lugar de tocar el material, la imagen capturada de la superficie se analiza con un software que busca el contraste entre blanco y negro y sus diferentes grises intermedios. Así se determina que es material y que no y determinar puntos de figuras geometricas. La curva divisoria se puede calcular en un punto, que es el punto de medición deseado en el espacio. La información horizontal en el CCD es 2D (XY) y la posición vertical es la posición del sistema de sondeo completo en la unidad Z-drive (u otro componente del dispositivo).

Esto permite un sondeo 3D completo. Nuevos sistemas de sondeo están apareciendo. Hay modelos más nuevos que tienen sondas mediante laser. Este método de inspección de máquina de medición de coordenadas MMC es muy rápido, pero aun no están preciso como las mas avanzadas sondas de contacto por escaneado como el sistema Renishaw SP25. Que permite el escaneado 3D mas lento pero con una altísima precisión.

La próxima generación de escaneo, conocida como escaneo sin contacto, incluye triangulación láser de alta velocidad de punto único, [3] escaneo de línea láser y escaneo de luz estructurada, avanza muy rápidamente.
Este método utiliza rayos láser o luz estructurada que se proyectan contra la superficie de la pieza. Se pueden tomar muchos miles de puntos y usarlos no solo para verificar el tamaño y la posición, sino también para crear una imagen 3D de la pieza. Estos «datos de nube de puntos» se pueden transferir al software CAD para crear un modelo 3D de la pieza que funcione. Estos escáneres ópticos a menudo se utilizan en partes blandas o delicadas o para facilitar la ingeniería inversa.
Tecnimetal
Tecnimetal incorpora muchas de estas tecnologías en los equipos que comercializa tales como MMC tradicionales y continúa con bases de granito lapeadas a mano intrínsecamente estables dentro de sus diseños de máquinas de medición. Tecnimetal busca las empresas con mayor innovación en cada uno de sus campos, para obtener máquinas tecnológicamente avanzadas y que además se puedan adaptar a diferentes tipos de usuario. Gracias a las difenrentes marcas que representamos podemos ofrecer la opción que se adapta a las aplicaciones de nuestros clientes. No obligando al cliente a que se adapte a nuestras marcas. Tecnimetal busca la marca y producto que se adapta a la aplicación y no al revés.
Para obtener más información sobre las máquinas de medición de coordenadas MMC de pórtico, el escaneo sin contacto 2D y en 3D, así como los sistemas SP25 Renishaw más avanzados construidos en las MMC ABERLINK, los brazos SPACE o el escaner de la luz estructurada EVATRONIX siga leyendo este blog o contacte con nosotros rellenando el siguiente formulario o si lo prefiere puede llamarnos. Nuestro objetivo es resolver cada problema de medición que tenga.
Pidanos una oferta



Deja un comentario