Entendiendo la máquina de medición por coordenadas: El sistema de coordenadas.
Los sistemas de coordenadas desarrollados por el famoso filósofo y matemático francés René Descartes a principios del siglo XVII, nos permite posicionar ciertas características en relación con otras características en las piezas de trabajo.
Un sistema de coordenadas se parece mucho a un mapa donde la combinación de una letra a lo largo de un borde del mapa (un eje de coordenadas), un número a lo largo del otro (otro eje de coordenadas) y también podríamos añadir las elevaciones que se muestran en algunos mapas (el tercer eje de coordenadas) nos permiten posicionar un punto dentro de un mapa con gran precisión.

Otro ejemplo es un callejero con edificios, estatuas,… Para caminar hasta la sala del museo en la que está interesado visitar, desde la biblioteca donde se encuentra en este momento (su origen), debe caminar 2 bloques de edificios hacia la derecha por la calle Ledesma y 5 bloques de edificios por la calle Principal y una vez en el museo debe subir a la planta 2. Esta ubicación también se puede describir mediante las coordenadas 2-5-2 en el mapa, correspondientes a los ejes X, Y y Z de la máquina. Estas coordenadas describen de manera única la sala del museo a la que tiene que llegar.

Una máquina de medición de coordenadas (CMM) funciona de la misma manera que su dedo cuando traza las coordenadas en el mapa; sus tres ejes forman el sistema de coordenadas de la máquina. En lugar de un dedo, la CMM usa una sonda para medir puntos en una pieza de trabajo. Cada punto de la pieza de trabajo es exclusivo del sistema de coordenadas de la máquina. Con esos puntos la máquina de medición por coordenadas MMC combina los puntos medidos para formar una característica que ahora se puede relacionar con todas las demás características.
El sistema de coordenadas: el sistema de coordenadas de la máquina.
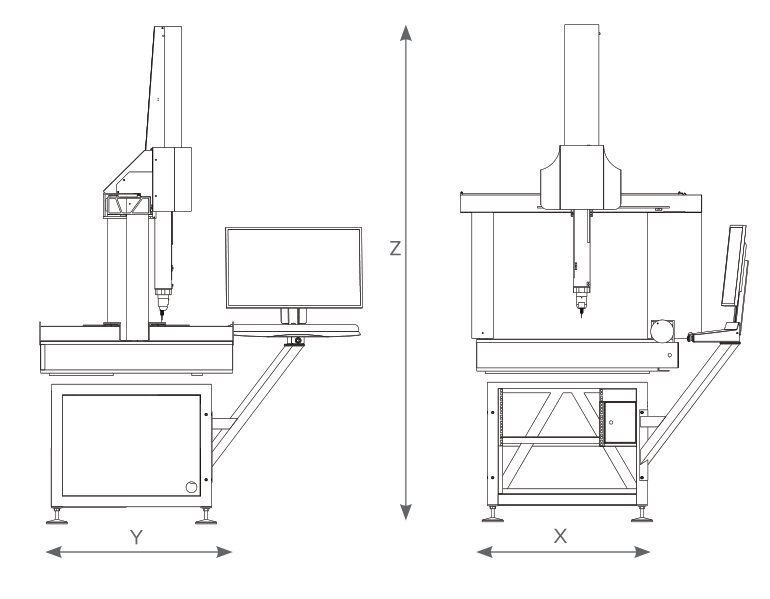
Existen dos tipos de sistemas de coordenadas a tener en cuenta. El primero se llama el Sistema de Coordenadas de la Máquina. Aquí, los ejes X, Y y Z se refieren a los movimientos de la máquina. Cuando se ve desde el frente de la máquina, el eje X corre de izquierda a derecha, el eje Y corre de adelante hacia atrás y el eje Z corre de arriba a abajo, verticalmente perpendicular a los otros dos.
El sistema de coordenadas: el sistema de coordenadas de la pieza
El segundo sistema de coordenadas es el sistema de coordenadas de la pieza, donde los tres ejes se relacionan con las referencias o características de la pieza de trabajo. Antes de la introducción de los ordenadores y sus aplicaciones para la medición de coordenadas, las piezas se tenían que alinear físicamente paralelas a los ejes de la máquina para que los sistemas de coordenadas de la máquina y la pieza fueran paralelos entre sí. Esto era muy tedioso y disminuía la precisión de las medidas. Esto se podía hacer con piezas cubicas, el gran problema se daba con piezas redondas de revolución o con formas helicoidales, donde conseguir el paralelismo entre pieza y ejes de máquina era tarea imposible.
¿Qué es un Datum?
Un datum es una posición. Los Datum son guías, volviendo al ejemplo de un callejero usaríamos una estatua, para indicar cuando hay que girar o un edificio emblemático como guía-indicador de referencia. Estos lugares característicos son a lo que llamamos Datum
En un plano, un datum es una característica de una pieza, tal como un agujero una intersección entre planos, … Estos Datum nos permitirán posicionar en el espacio una característica (un punto, circulo, cono ,…) con respecto a otras (datum)
Los Datum se suelen indicar en el plano con letras mayúsculas: A, B,…
¿Qué es la conversión?
Imaginemos que necesitamos saber la distancia entre dos características de una pieza. Por ejemplo, el circulo de la parte inferior derecha de la siguiente imagen con respecto a la intersección superior izquierda. Para conseguir esto, primero mediría las dos caras para conseguir el punto de intersección y trasladaría el origen al punto intersección después mediría el circulo inferior derecho y calcularía la distancia entre estos dos puntos. Mover el punto de inicio (origen) de la medición desde su posición actual a otro lugar en la pieza de trabajo se denomina traslación. La MMC hace esto proceso matemáticamente cuando solicita alineación de su pieza con respecto a los ejes de la máquina.

¿Qué es la rotación?
No todos los datos están en ángulo recto con otros datos. Por ejemplo, la pieza de la imagen siguiente. La parte inferior con dos caras a un ángulo con respecto a la cara horizontal superior

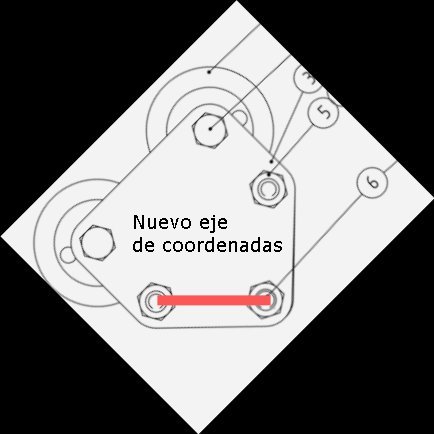
Para medir la distancia entre los taladros 5 y 6 en la pieza de trabajo, se puede medir una vez que el origen inicial se traslada al taladro 5 y el sistema de coordenadas de la pieza se gira matemáticamente 45°. Ahora ambos agujeros se encuentran a lo largo del nuevo eje Y y la distancia se puede calcular automáticamente.
Características medidas y construidas
¿Cuál es la diferencia entre características medidas y construidas? La gran mayoría de las piezas están formadas por elementos geométricos simples creados por mecanizado u otros métodos de fabricación. Estos elementos primarios (planos, puntos, cilindros, esferas, conos, etc.) se denominan características. Este tipo de características se pueden medir directamente, tocando con el palpador en la superficie que forman la característica, este tipo de características se denominan características medidas.
Existen otro tipo de características que no se pueden medir directamente, como, por ejemplo: la distancia, la simetría, la intersección, el ángulo estas tienen que construirse matemáticamente usando las características previamente medidas para determinar sus valores. A este tipo de característica se denominan características construidas. En la siguiente figura, hay 6 círculos concéntricos de diámetro 10 estos son características medidas, sin embargo, el círculo que pasa por cada uno de los centros de estos 6 pequeños es una característica construida por los 6 centros de los círculos pequeños.
Características construidas
Las relaciones entre características básico para la fabricación. Por ejemplo, para acoplar un inserto en un taladro es necesario que las características medidas y las construidas, encajen conforme a los planos, ya que si no a la hora del montaje no se podrían fabricar.
¿Qué es la Compensación Volumétrica?
La tecnología de fabricación ha avanzado mucho y permite unas precisiones cada vez mayores y unas tolerancias más estrechas. A pesar de estos avances siguen existiendo las imperfecciones. Las máquinas de medición por coordenadas al igual que otros también tienen imperfecciones es su fabricación.
Aunque las máquinas de medición por coordenadas están fabricadas con unas tolerancias muy estrictas, existen errores de balanceo, cabeceo, rectitud, cuadratura y errores de escala en su estructura que afectan su precisión. Como las máquinas de medición por coordenadas son la referencia para comprobar la fabricación de otras piezas, es necesario que se fabriquen con máxima precisión.
Gracias a una serie de algoritmos matemáticos controlados por ordenadores y un software, estas imprecisiones se pueden eliminar. Primero se miden todos los errores geométricos de la máquina tridimensional mediante un sistema laser lo que se conoce con mapeado de errores y después se introducen los offset en los algoritmos. Una vez que medimos nuestras piezas la compensación de los errores de la máquina se compensan mediante software. A esta técnica se llama compensación de error volumétrico.

Eliminar los errores matemáticamente, reduce el costo de fabricación y ofrece al cliente más rendimiento por su dinero.
La compensación volumétrica se puede explicar con un mapa y una brújula. Si desea viajar de una posición a otra, debe saber la dirección en la que tiene que moverse con respecto a su origen. Utilizando una brújula y un mapa puede guiarse y llegar a su destino. Sin embargo, hay una diferencia entre el norte «real» y el norte magnético. La diferencia entre los dos está provocada por la falta de uniformidad en el campo magnético terrestre. Por ello, para obtener la dirección verdadera de un punto a otro, y compensar la diferencia entre el norte «real» y el magnético se debe sumar o restar dicha variación (3° W).

Las máquinas de medición por coordenadas, realizan esta compensación entre el valor que se obtiene y los errores de la máquina de medición por coordenadas automáticamente, gracias al registro de errores que se obtuvieron en el mapeado de errores.
Quizás le pueda interesar:
¿Qué tipo de cabezal elegir para mi máquina de medición por coordenadas?
¿Qué tipo de máquina tridimensional elegir?
¿Qué es un palpador de contacto? o ¿Que es un touch trigger?
¿Qué es una MMC (Máquina de medición por coordenadas)?
Máquina tridimensional para producción Extol MMC
Pidanos una oferta



Deja un comentario