Una de las partes mas importantes de un rugosímetro es el palpador y dentro de este la punta de diamante.
Desde hace un tiempo nos podemos encontrar con puntas de 5 micras que son las que se han estado usando hasta hace unos años y las nuevas de 2 micras.
Pero cual es la diferencia y por que cada vez nos encontramos con mas fabricantes que usan las puntas de 2 micras frente a las de 5 micras. En este articulo encontraras algunas respuestas.
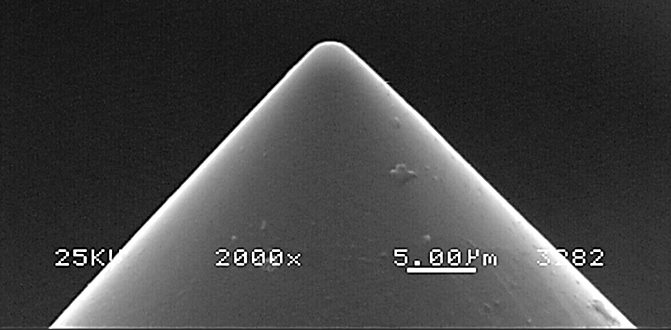
Por definición, una punta de 2 o 5 micras significa que el radio del diamante en forma de cono a 90 grados con respecto al plano de la aguja. Consulte la Figura 1 para ver un ejemplo de una punta de diamante de 2 micrones.
Rugosímetros palpadores y puntas de 2 y 5 micrones.
Esta punta es la parte que esta en contacto con la superficie de la pieza que se está midiendo y es el componente más delicado, en lo que por lo demás es un sistema de medición muy robusto y resistente. Obviamente, una punta de 2 micrones es más delicada y costosa en comparación con una punta de 5 micrones.
También existen los palpadores sin patín, los mas delicados pero están concevidos para medida de ondulación y normas CNOMO.

Para la medición de los parámetros R , se utilizan los palpadores con patín. Las sondas sin patines son más frágiles que las sondas con patines como hemos dicho. En todos los ejemplos que se analizan a continuación, ambos tamaños de palpadores utilizaron palpadores con patin. En este momento los rugosímetros con palpadores de 2 micrones han bajado mucho su precio y ya pueden usarse tanto en taller, como en laboratorio.
Puntas de 2 micrones versus puntas de 5 micrones
En la actualidad, las piezas de mecanizado de alta precision como por ejemplo los engranajes rectificados de precisión suelen tener Ra entre 0,2 µm y 0,8 µm. Y nos podemos encontrar con piezas con acabados aun mas finos. Por lo tanto, para este tipo de piezas con mecanizados de precision es recomendable la medida con rugosímetros que dispongas de palpadores con punta de 2 micrones. Sin embargo, aquí hay un pequeño margen de maniobra. ISO-3274 señala que para superficies de Ra > 0,5 µm y <2 µm, se puede utilizar una punta de 5 micrones, sin diferencias significativas en los resultados medidos. De manera similar, si todas las partes están de acuerdo y está documentado en el diagrama de la marca de verificación o en el dibujo del engranaje, el uso de una punta de 5 micrones es aceptable en superficies de Ra <0.5 µm, dentro de los límites. Vea abajo.
Un palpador con punta de 5 micrones utilizada para medir una pieza de Ra > 0.5 y <2 µm, ¿dará como resultado de rugosidad significativamente diferentes en comparación con una punta de 2 micrones? En términos de rendimiento de las piezas, ¿las diferencias en los resultados medidos equivalen a una diferencia de rendimiento de las piezas relacionadas, por ejemplo, con la lubricación o el desgaste de la superficie? Veamos primero la diferencia en los resultados de la medición de rugosidad y, en segundo lugar, analicemos el impacto en el rendimiento de las piezas.
Comparación de rugosidad; R un 0,3-0,4 micras
En un estudio en el que se tomaron cientos de medidas de piezas en engranajes rectificados de precisión similares utilizando palpadores de punta de 2 y 5 micrones. La especificación de acabado en los flancos de los dientes fue Ra <0,5 µm.
Todas las medidas se tomaron siguiendo las especificaciones ISO. Se tomaron medidas en los engranajes en flancos identificados y múltiples mediciones de rugosidad por flanco. Las medidas de rugosidad promediadas se muestran en la Tabla 1.
.

Dependiendo de las técnicas de mecanizado utilizadas, espero que la rugosidad de la superficie del flanco del diente rectificado varíe un 20 por ciento de un área a la siguiente en un solo diente o de un diente a otro en un engranaje, o de un engranaje a otro en una producción en serie. La variación en los resultados de la Tabla 1 es indicativa de engranajes bien rectificados con acabados de flanco muy consistentes. En cuanto al rendimiento, se trata de engranajes industriales que funcionan a velocidades y cargas de estado estable. Se podría presuponer un rendimiento similar en términos de lubricación o desgaste superficial si se presentaran los resultados de rugosidad en la Tabla 1.
En este caso, la rugosidad del flanco varió para ambos palpadores de Ra > 0,34 a <0,41 µm y se consideró muy consistente. Hay poca diferencia en los resultados de la medición de la rugosidad cuando se usa un palpador con punta de 5 micrones versus palpador con una punta de 2 micrones. Además, no se obtuvo ninguna diferencia en la diferencia de rendimiento de las marchas.
Acabados de más finos
¿Qué pasa con los acabados más finos con Ra <0,3 µm? Recuerde, el rectificado de precisión ahora llega habitualmente a Ra ~ 0,15 – 0,25 µm. La tentación sería usar una sonda de 5 micrones más duradera en estas circunstancias. ¿Habrá una diferencia significativa en la medición de la rugosidad cuando se usa un palpador con punta de 2 micrones versus un palpador con una de 5 micrones en una superficie con un acabado tan fino? ¿Cuánta diferencia habrá y puede influir en el rendimiento del engranaje?
En un estudio de engranajes destinados a acabados de Ra <0,15 µm, surgió un problema con respecto a los resultados de rugosidad medidos de los flancos y se cuestionó el rendimiento del engranaje. Las pruebas iniciales de los engranajes terminados mostraron raspaduras ocasionales, que no estaban previstas y eran inaceptables. Las condiciones de funcionamiento se consideraron de alta carga y alta velocidad.
Se detuvo la prueba de engranajes y se volvieron a medir los acabados de los flancos después de que se descubrió que se había medido la rugosidad de algunos de los engranajes utilizando un palpador con una punta de 5 micrones. Los resultados de rugosidad se promedian en la Tabla 2. Todas las medidas se tomaron siguiendo las especificaciones ISO, excepto que un rugosímetro usó una punta de 2 micrones y otro usó una punta de 5 micrones.

En el caso anterior, el tamaño de la punta muestra una diferencia significativa en la rugosidad de la superficie medida. Además, en las pruebas, los engranajes experimentaron raspaduras ocasionales. La solución fue refabricar los engranajes con el acabado de flanco Ra <0,15 µm especificado , utilizando la punta de 2 micrones para medir la rugosidad del flanco. La reanudación de las pruebas produjo resultados aceptables. En este caso, la diferencia en el radio de la punta fue significativa para poder medir con precisión la rugosidad del flanco y poder predecir el rendimiento del engranaje.
Conclusión
Hay un punto en el grado de acabado fino, en el que el uso de un palpador con punta de 2 micrones puede medir una diferencia significativa en comparación con un palpador con punta de 5 micrones de radio. Además, en condiciones de funcionamiento como alta velocidad y alta carga, esta diferencia puede ser significativa para predecir el rendimiento del engranaje. Se recomienda el uso de una punta de 2 micrones para acabados de flanco de Ra <0,3 µm.

Deja un comentario